角穴位置度確認ゲージ(栓ゲージタイプ)|φ5・φ9.5同軸+角穴位置を“一度で確認”できる複合検査ゲージ
丸穴2種と角穴の位置関係を同時チェック|現場で即判定できる専用ゲージ設計
確認したい位置は常にミクロンレベルとは限りません。
今回は3つの構造物(穴2つと角穴1つ)を同時に、その位置関係を測定する課題解決事例をご紹介します。
角穴に関してはラフな確認のため、ゲージはミクロン単位ではありません。このような使い分けがコスト管理や品質管理においては重要なのです。
製品仕様(Specification)
品名:角穴位置度確認ゲージ(栓ゲージタイプ)
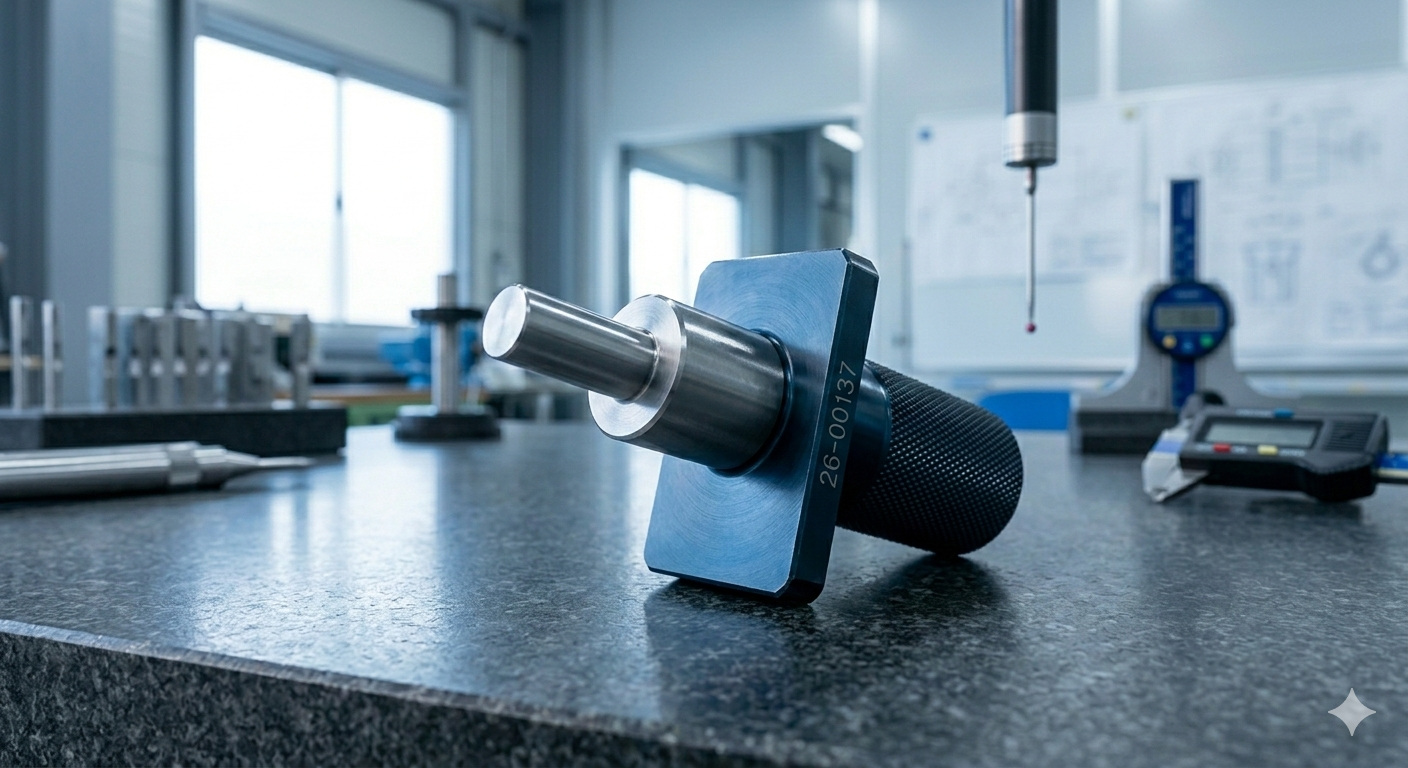
形状構成:
φ5 × L20
φ9.5 × L24(φ5に連続)
24 × 20 角形状鍔(厚み5)
ローレットハンドル付
仕上げ:精密研削仕上げ
材質:SKS3
熱処理:焼入れ・焼戻し・サブゼロ処理 HRC58~63
表面処理:黒染め処理
設計:渡辺精密工業株式会社
数量:1個
当社製造番号:26-00137
課題:『丸穴2種+角穴』の位置関係を同時に確認したい
対象ワークは鋳物部品。機械加工後の検査において、
・φ5穴
・φ9.5穴
・24×20角穴
の3箇所について、
『それぞれの寸法ではなく、相互の位置関係を一度で確認したい』
という要望がありました。
三次元測定機での検査も可能ですが、
現場では『短時間での判定』が求められます。
解決策:三位一体構造の複合栓ゲージ
本ゲージは、以下の要素を一体化した構造です。
・φ5部
・φ9.5部(同軸連結)
・角穴確認用の24×20鍔
これにより、
・φ5とφ9.5の同軸確認
・丸穴と角穴の相対位置確認
・角穴の大まかな位置ズレ確認
を『1回の挿入』でチェックできます。
技術ポイント①:丸穴2径の同軸精度
φ5とφ9.5は、いずれもミクロン単位の精度要求があります。
本ゲージでは、
『同軸度 0.003レベル』
で製作。
対応内容:
・円筒研削による高精度芯出し
・焼入れ後の歪みコントロール
・両センター加工による再現性確保
単体寸法だけでなく、『軸の一致』が重要なポイントです。
技術ポイント②:角穴は『ラフ精度での実用確認』
角穴は鋳物形状のため、
・仕上げ粗さあり
・公差は約100μmレベル
という条件です。
そのため本ゲージでは、
『丸穴基準に対する角穴の大まかな位置確認』
を目的とした設計としています。
過剰な精度を求めず、用途に応じて精度レベルを分けることで、
コストと実用性のバランスを取っています。
なぜ栓ゲージ方式なのか
栓ゲージ構造にすることで、
・現場で即座に判定可能
・測定機への持ち込み不要
・作業者による簡易チェックが可能
となります。
特に鋳物加工のように、
・ロット数が多い
・検査スピードが重要
といった現場では大きなメリットがあります。
本ゲージの価値
本製品は単なる確認工具ではなく、
『複数形状の位置関係を一度で見える化する検査治具』
です。
これにより、
・検査時間の短縮
・測定バラツキの低減
・不良流出の防止
といった効果が期待できます。
このようなお悩みはありませんか?
・丸穴と角穴の位置関係を効率よく確認したい
・検査時間を短縮したい
・同軸度を保証できるゲージを導入したい
・鋳物レベルの穴も含めて確認したい
・専用検査治具を設計から依頼したい
まとめ:用途に応じた精度設計が検査を変える
すべてをミクロン精度で測る必要はありません。
重要なのは、
『どこを高精度で管理し、どこを実用精度で確認するか』という設計です。
本ゲージは、その考え方を具体化した検査治具です。
渡辺精密工業株式会社では、
現場に最適化した検査ゲージの設計・製作に対応しています。
FAQ(よくある質問)
Q1.丸穴と角穴を同時に測定することは可能ですか?
A1.可能です。本製品のように複合構造のゲージを設計することで、1回の操作で位置関係を確認できます。
Q2.角穴はなぜ高精度にしないのですか?
A2.鋳物形状の場合、必要以上の精度を求めても実用性やコスト面で非効率になるため、用途に応じた精度設定を行っています。
Q3.同軸度0.003はどのように確保していますか?
A3.円筒研削・熱処理後の歪み対策・高精度セッティングを組み合わせて管理しています。
Q4.三次元測定機との使い分けはどう考えればよいですか?
A4.詳細測定は三次元測定機、現場での迅速判定は専用ゲージと使い分けることで効率化できます。
Q5.オーダーメイドで同様のゲージは製作できますか?
A5.可能です。測定対象や精度要求に応じて最適な構造をご提案します。
特注検査ゲージ設計・製作のご相談は
渡辺精密工業株式会社は、用途に応じた精度設計とミクロン加工技術で、検査工程を最適化します。
位置度確認ゲージ・複合検査治具のことなら、ぜひご相談ください。
角穴同軸度確認栓ゲージをはじめ、各種テーパー製品、測定具、原器、マスター、そしてさまざまな改造、技術的な相談、リモート相談、立会い希望、ゲージ・治具・試作品・設備部品・研究開発品の仕様検討など、
まずはお気軽に【渡辺精密工業株式会社】までご相談ください。
「困ったときの駆け込み寺」として、全国の製造業の皆様をお待ちしています。


お問い合わせはこちら ==> https://wsl-g.co.jp/contact/
渡辺精密工業の製品例は、こちら ==> https://wsl-g.co.jp/products/
■会社概要
郵便番号:455-0831
住所:名古屋市港区十一屋一丁目59-1 → アクセス
電話:052-383-8282
FAX.:052-383-8324
<認証(QMS関連)>
JISQ9100
ISO9001
MSJ4000
<ゲージ>
栓ゲージ、ハサミゲージ、テンプレート、砥石用テンプレート、スプラインゲージ、セレーションゲージ、テーパーアーバー、スプラインテーパーアーバー、スプラインマンドレル、スプラインプラグゲージ、スプラインリングゲージ、姿ゲージ、テーパーゲージ、球面ゲージ(内面、外径)、オス球面、メス球面、球面模範、各種模範、高さゲージ、高さマスター、ギャップゲージ、段差ゲージ、LFゲージ、総合ゲージ、深さゲージ、深さマスター、重量マスター(重さ原器)、セットアップゲージ、セッチングゲージ、ゲージ校正、AI画像測定器用校正マスター、非接触測定器用校正原器 等
<治工具>
機械加工治具、検査治具、検具、総合ゲージ、LFゲージ、MLFゲージ、自動機用ワーク固定治具、無人化対応用治具、パレット、コレット、コレットチャック、CMMホルダー、三次元測定器固定治具、かしめ爪、かしめ治具、位置決め治具、固定治具、ジラス金型 等
<金型>
精密金型部品(プレス用、射出成型用など)
<その他加工>
測定器、専用機、試験機、三次元加工、小穴加工、超硬加工、セラミクス加工、ガラス加工、樹脂加工、鏡面加工、ラップ加工、ラッピング加工、クラウニング加工、特殊プロファイル加工、面粗度加工、ドリル折損除去、試作部品、試験片、引張試験片、ねじり試験片、熱処理試験片、腐食試験片、メッキ試験片、圧縮試験片、校正用マスター、校正基準器、校正器具、点検具、等
<設計>
ゲージ設計、測定治具設計、総型ゲージ設計、総合ゲージ設計、測定ゲージ設計、検査治具設計、機械加工治具設計 、省力化・自動化治具設計
<システム開発>
C, C#, Python, VBA, WordPress など
<営業範囲一覧>
北海道
東北
青森県
岩手県
宮城県
秋田県
山形県
福島県
関東
茨城県
栃木県
群馬県
埼玉県
千葉県
東京都
神奈川県
山梨県
長野県
新潟県
富山県
石川県
福井県
岐阜県
静岡県
東海
中部
愛知県
三重県
近畿
滋賀県
京都府
大阪府
兵庫県
奈良県
和歌山県
中国
鳥取県
島根県
岡山県
広島県
山口県
四国
徳島県
香川県
愛媛県
高知県
九州
福岡県
佐賀県
長崎県
熊本県
大分県
宮崎県
鹿児島県
沖縄県